铸铁镶铜闸门安装步骤行业问答
1. 铸铁镶铜闸门的整体安装流程遵循什么顺序?各阶段的核心目标是什么?
答:铸铁镶铜闸门的整体安装流程需遵循“前期筹备-基础处理-门框安装-闸门吊装-启闭机适配-调试验收”的递进式顺序,各阶段紧密衔接,确保安装质量与后期运行稳定性。前期筹备阶段核心目标是扫清安装障碍,需完成设备清点核查(闸门主体、门框、镶铜件、启闭机等配件型号规格与图纸一致性)、工具物料准备(吊装设备、测量工具、紧固配件、密封材料等)及人员技术交底,明确各岗位职责与质量标准。基础处理阶段目标是打造符合要求的安装基准,需清理闸室安装区域杂物、浮浆,标记中心线、水平控制线等基准线,校准安装面平整度(误差≤2mm/m),预留地脚螺栓孔洞并清理孔洞内杂物,确保基础承载力满足设备要求。
门框安装是核心定位阶段,目标是实现门框精准固定,需将门框吊装至安装位置,调整垂直度(误差≤0.15mm/m)与水平度,通过地脚螺栓临时固定后,用水泥砂浆浇筑孔洞,待强度达70%后紧固螺栓,确保门框与基础牢固结合。闸门吊装阶段目标是实现闸门与门框的精准适配,需缓慢吊装闸门至门框内,调整闸门与门框的间隙均匀性(四周间隙偏差≤0.5mm),测试闸门升降灵活性,避免卡阻。启闭机适配阶段目标是实现动力系统与闸门的协同联动,需吊装启闭机至指定位置,校准启闭机传动轴与闸门连接部位的同轴度(误差≤0.15mm/m),紧固连接螺栓后连接电气线路,确保接线正确。调试验收阶段目标是验证安装质量,需进行空载与负载调试,检查密封渗漏量、启闭灵活性等指标,填写安装验收记录,经监理或甲方确认后完成安装。
2. 铸铁镶铜闸门的门框安装是关键步骤,具体操作流程是什么?如何保障安装精度?
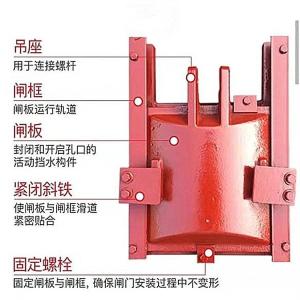
答:铸铁镶铜闸门的门框安装具体操作流程分为“定位放线-门框吊装-临时固定-精度校准- 固定-二次复核”六个步骤,每个步骤均需严格把控细节,确保安装精度。定位放线是基础,需根据设计图纸在闸室安装面标记门框中心线、水平控制线及地脚螺栓位置线,用墨斗弹线标记,中心线偏差需≤1mm,水平控制线需用水平仪校准,确保全段平整度误差≤2mm/m。门框吊装需选用匹配吨位的起重机,采用专用吊装夹具固定门框,避免直接捆绑导致门框变形,吊装时缓慢对位,使门框中心线与标记中心线初步重合,吊装高度需略高于安装面,便于后续调整。
临时固定需将地脚螺栓穿入门框预留孔,套上螺母后轻轻拧紧,确保门框不晃动即可,此时螺栓预留1-2圈调节量,为精度校准预留空间。精度校准是核心环节,需用经纬仪校准门框垂直度,测量门框两侧及顶部的垂直度偏差,每米偏差需≤0.15mm,若偏差超标,可在门框底部垫入金属垫片调整,垫片层数不超过3层,总厚度≤5mm;同时用水平仪校准门框水平度,重点检查门框上沿的水平偏差,确保≤0.2mm/m。 固定需在精度校准合格后,向地脚螺栓孔洞内灌注高强度水泥砂浆(强度等级≥C30),灌注时需振捣密实,避免出现空洞,待水泥砂浆强度达到设计强度的70%后,用扭矩扳手按设计扭矩(通常为150-200N·m)紧固地脚螺栓,并用双螺母防松。二次复核需在水泥砂浆完全固化后(通常为7天)进行,再次测量门框的垂直度、水平度及中心线偏差,确保所有精度指标符合要求,若出现偏差需及时调整,避免影响后续闸门安装。

3. 闸门主体与门框的适配安装步骤有哪些?如何处理适配过程中出现的间隙不均问题?
答:闸门主体与门框的适配安装步骤围绕“预处理-吊装对位-间隙调整-升降测试-临时锁定”展开,核心是确保两者间隙均匀,保障密封性能与启闭灵活性。预处理阶段需清理门框内侧导向槽及闸门密封面的杂物、毛刺,用细砂纸打磨镶铜密封面的轻微划痕,涂抹一层薄机油防锈,同时检查闸门吊点是否牢固,避免吊装时脱落。吊装对位需选用柔性吊装带,固定在闸门吊耳处,缓慢将闸门吊入门框内,确保闸门中心线与门框中心线重合,吊装过程中需安排人员在两侧辅助引导,防止闸门碰撞门框密封面。
间隙调整是适配关键,需用塞尺测量闸门与门框四周的间隙,重点测量顶部、底部及两侧的间隙值,标准要求四周间隙均匀, 间隙与最小间隙差≤0.5mm。若出现间隙不均问题,需针对性处理:若两侧间隙不均,可调整闸门两侧的导向轮或滑块,松开固定螺栓后移动导向部件,使闸门向间隙较大一侧偏移,调整后紧固螺栓并复测;若上下间隙不均,需检查门框水平度,若门框水平偏差超标,需松开地脚螺栓,垫入金属垫片调整门框水平度,若门框水平合格,则需检查闸门自身平整度,轻微变形可通过机械矫正修复,严重变形需更换闸门。升降测试需在间隙调整合格后进行,手动或电动驱动闸门全程升降3-5次,观察有无卡阻、异响,记录升降速度是否均匀,若出现卡阻,需检查间隙是否过小或导向部件偏移,及时调整。临时锁定需在适配合格后,将闸门提升至半开位置,用临时支撑固定,防止闸门自重导致位置偏移,为后续启闭机安装预留空间。
4. 铸铁镶铜闸门与启闭机的联动安装步骤是什么?如何确保两者传动协同性?
答:铸铁镶铜闸门与启闭机的联动安装步骤分为“启闭机定位-传动轴连接-电气接线-联动调试-固定加固”,核心是实现启闭机动力与闸门升降的精准协同,避免传动卡顿或错位。启闭机定位需根据设计图纸在闸室顶部或侧面标记启闭机安装位置线,吊装启闭机至指定位置,使启闭机的传动轴中心与闸门的连接中心初步对齐,偏差控制在5mm以内,随后用临时支架固定启闭机,确保其稳定不晃动。传动轴连接需根据传动方式选择对应连接方式,螺杆式启闭机需将螺杆下端与闸门的螺母组件精准啮合,啮合前需清理螺纹上的杂物,涂抹润滑脂,啮合过程中需转动螺杆,确保啮合顺畅无卡阻;卷扬式启闭机需将钢丝绳通过滑轮组连接至闸门吊耳,钢丝绳固定时需用专用卡箍紧固,卡箍数量不少于3个,间距≥100mm。
电气接线需由专业电工操作,按照电气原理图连接电源线、控制线及信号线,确保接线牢固、相位正确,接线完成后用绝缘胶带包裹接口,检查电机绝缘电阻≥0.5MΩ,避免短路故障。联动调试是保障协同性的核心环节,首先进行空载联动测试,启动启闭机驱动闸门升降,观察传动轴与闸门连接部位是否同步运行,有无异响或松动,用百分表测量传动轴的径向跳动量≤0.1mm,若出现跳动超标,需检查传动轴的同轴度,调整启闭机位置直至合格。随后进行负载联动测试,向闸室注水至设计水位的50%,启动启闭机驱动闸门升降,记录升降扭矩与运行速度,确保扭矩符合设计要求,速度均匀无波动,若出现扭矩过大或速度不均,需检查传动组件的啮合间隙,螺杆传动需调整螺母与螺杆的啮合间隙至0.1-0.2mm,卷扬传动需检查钢丝绳张力是否均匀。调试合格后进行固定加固,将启闭机与基础预埋件焊接固定或用地脚螺栓紧固,确保运行时无位移, 再次进行联动测试,验证协同性达标。

5. 铸铁镶铜闸门安装过程中密封件的安装步骤是什么?如何保障密封性能达标?
答:铸铁镶铜闸门密封件的安装步骤需遵循“密封件检查-密封槽清理-密封件安装-压实固定-密封测试”的流程,密封件作为防渗漏核心部件,安装质量直接影响闸门密封性能,需严格把控每个环节。密封件检查是前提,需核对密封件的型号、规格与设计图纸一致性,检查橡胶密封件有无老化、开裂、气泡等缺陷,测量截面尺寸偏差≤0.5mm,镶铜密封件需检查表面平整度≤0.1mm/m,有无划痕或变形,不合格密封件严禁使用。密封槽清理需用毛刷清理闸门及门框上的密封槽内杂物、灰尘及毛刺,用棉布蘸取酒精擦拭密封槽,确保槽内干燥清洁,若密封槽存在轻微变形,需用锉刀修整,确保槽口光滑无棱角。
密封件安装需区分橡胶密封件与镶铜密封件:橡胶密封件安装时,需在密封槽内涂抹一层专用密封胶(如硅酮密封胶),将密封件嵌入槽内,用橡胶锤轻轻敲击,确保密封件与槽底紧密贴合,无松动或凸起,接口处需采用斜口搭接,搭接长度≥50mm,并用密封胶粘接牢固;镶铜密封件安装需通过螺栓固定,先将密封件放入密封槽,对齐螺栓孔后穿入不锈钢螺栓,用扭矩扳手按设计扭矩(通常为50-80N·m)紧固,紧固时需对称均匀用力,避免密封件受力不均导致变形。压实固定需在密封件安装后,用专用夹具将密封件压实,橡胶密封件需保持24小时压实状态,确保密封胶充分固化;镶铜密封件需在紧固后检查表面平整度,若存在凸起,需用砂纸打磨平整。密封测试需在安装完成后进行,向闸室注水至设计水位的50%,保持30分钟后检查密封面渗漏情况,若出现轻微渗漏,可微调密封件位置或补充密封胶;若渗漏严重,需拆卸密封件重新安装,直至渗漏量≤0.05L/(m·min),符合密封标准。
6. 铸铁镶铜闸门安装完成后的调试验收步骤有哪些?哪些关键指标必须达标?
答:铸铁镶铜闸门安装完成后的调试验收步骤分为“空载调试-负载调试-性能检测-资料审核-验收确认”五个阶段,每个阶段均需出具测试数据,确保安装质量符合设计及规范要求。空载调试是基础阶段,需断开闸门与启闭机的联动,单独测试启闭机运行状态,检查电机转向、减速箱运行有无异响,测量电机电流、电压是否正常;随后连接联动机构,驱动闸门全程升降5-8次,观察闸门升降是否平稳,有无卡阻、异响,记录升降速度(单米升降时间10-15s为合格),测试限位开关有效性,确保闸门达到上下限位时能精准停机,避免超程运行。
负载调试需模拟实际运行工况,向闸室逐步注水至设计水位, 注水至50%水位,测试闸门在中等水压下的启闭灵活性,记录升降扭矩(偏差≤设计值5%);随后注水至设计水位,保持2小时后检查密封面渗漏情况,用容器收集渗漏水量,计算渗漏量(≤0.05L/(m·min)为合格),同时测试闸门在额定水压下的升降性能,确保无卡顿、停滞现象。性能检测需重点核查三项核心指标:一是安装精度,复测门框垂直度(≤0.15mm/m)、水平度(≤0.2mm/m),闸门与门框间隙均匀性(偏差≤0.5mm);二是运行性能,启闭机电机温升≤60℃,减速箱油温≤40℃,闸门升降速度偏差≤10%;三是安全性能,测试紧急停机按钮、过载保护装置的有效性,确保出现故障时能快速停机。
资料审核需收集安装过程中的各类记录,包括设备出厂合格证、安装检验记录、调试数据记录表、材料质保书等,确保资料完整、数据真实。验收确认需由建设单位、监理单位、施工单位共同参与,现场核查调试数据,抽检安装精度指标,若所有指标达标,签署《铸铁镶铜闸门安装验收报告》;若存在问题,需出具整改通知书,施工单位整改后重新验收,直至全部指标合格。