



|



| 外型尺寸 | 可定制 |
| 品牌 | 兴淼 |
| 货号 | 2023-08 |
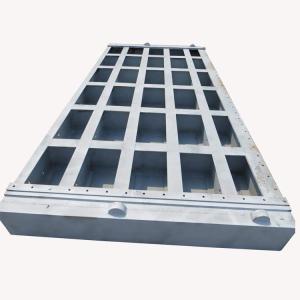
| 用途 | 止水 |
| 型号 | XM -GZM |
| 制造商 | 河北 邢台 |
| 是否进口 | 否 |

高配置钢坝闸^shu^钢坝闸门作用 1、原理独特,功能精细,结构简单,制造方便,操作安全。 2、结构简单,成本合理。投资仅为常规闸门的1/2左右。 3、自动启闭,水位自动控制准确,运行平稳性好。管理方便,安全,节省人力,节省时间,省时省力。 4、门体为预制钢筋混凝土结构,只有支承部分为金属结构。维护方便,成本低。 5、由于准确的水位自动控制和水资源短缺,水资源的合理利用与利用是独特的。 6、操作液压系统可以在任何水位开启和关闭,闸门在达到相应水位后无需操作液压系统即可正常开启和关闭。 7、在洪水高峰到来之前,可以运行水力控制系统,并可以对库区水位进行预泄,确保库区安全。 8、有效解决了液压自动翻板闸门易粘杂物和维护不方便等一系列问题。 钢闸门制造工序1、闸门制作,闸门制造及组装方案根据工程技术文件及图纸定制,①施工前,按施工详图和技术规范要求,定制好制造工序流程②闸门制造工序流程如图放样→划料→面板拼接→顶底梁位置固定→一边梁固定→主梁下翼板腹板固定→另一边梁固定→主梁上翼板固定→B—B剖面纵梁点焊→C—C剖面纵梁点焊→次横梁固定→吊座焊接→加强点焊→背格对称焊接→闸门分块翻身→面板及背面全方位焊接

2、闸门制作工序流程⑴、原材料①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关标准和部颁标准,并附有出厂材料质量证明文件和合格证,我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料?放样和下料⑵、门叶放样下料、矫正①、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小于20CM。②、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。③、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。④、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。⑤、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。⑥、以上材料件,经检查合格符合图纸及规范要求后,转下道工序拼装。⑶、门叶拼装、焊接和矫正①、面板及反向翼板拼焊根据施工图,依顺序进行拼接,用手工焊进行点焊,然后用水准仪进行面板操平,检验合格后施放各梁格拼装控制线,留足*接方余量。②、在面板上将各梁的位置放样,然后将顶底梁点焊在面板上,将另一边梁的腹板与翼板点焊,将主梁下翼板及腹板点焊固定在面板上与顶、底及一边梁联成一整体,将另一边梁腹板、翼板、主梁翼板点焊固定,形成一整体框架,进行闸门尺寸矫正,水准仪操平。③、将纵梁、次横梁依次点焊到面板与大梁框架上。

④、将各加强板固定操平。⑤、所有零件拼装好后,再进行加强点焊,然后用对称焊及分段退步焊将大梁背格及所有焊缝进行焊接,焊接过程根据闸门变形情况及时调正焊缝位置及焊高,用加热方法进行变形矫?正,然后分块翻身,将所有未完成焊缝焊接⑥、所有部件制作结束后,对部件外形几何尺寸及平直度,焊缝外观和无损探伤,质检人员按DL/T5018规范标准检查合格,并做好检测记录。⑦、焊工持证上岗,严格按照焊缝工艺及规范进行焊接,焊接检验人员现场跟踪按工艺规范检查,门叶焊缝全部焊好后,由专职检验人员按规范对门叶各类焊缝外观进行检查和无损探?伤检查,并满足DL/T5018规范标准要求,做好各类焊缝检测资料备查。⑧、焊接矫平后,装侧、底止水封压板,以门叶中心放侧止水螺孔中心线,再以门叶底缘放底止水螺孔中心线,并打上洋冲,用摇臂钻床或磁铁钻钻孔。质检部门专职检验人员对门体结构全面按图纸及规范DL/T5018有关条款要求检查合格,做好最终检测资料,方可进行防腐工作。⑷、防腐工艺流程工件检查→喷砂除锈→除锈质检→锌→锌镀层检查→涂刷封闭层→封闭层检查





