



|



| 外型尺寸 | 齐全可定制 |
| 品牌 | 兴淼 |
| 货号 | 06-HC |
| 用途 | 水利 |
| 型号 | 闸门 |
| 制造商 | 兴淼水工 |
| 是否进口 | 否 |
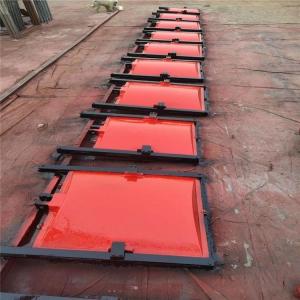
浙江球墨铸铁闸门 高压铸铁闸门厂家
球墨铸铁闸门主体选用铸铁制造,密封面可镶铜或不锈钢等其它耐蚀材料。双向转动闸门适用于要求高水头且地理环境较特殊的水利建设工程中,安装在河堤、大坝、水库底部水面以下与水平面不大于30°的任意角度的坡面上。通过操作(手或电动)岸上的卷扬机拉动位于水面下的双向转动闸门进行开或关,当需要放水灌溉时操作岸上的卷扬机,带动钢丝绳、拉动门盖,打开闸门,当需要关闭闸门时则反向操作,安装过程简单,经济合理。

球墨铸铁闸门久用磨损后,其密封面可通过锲型压块的调整来保证正常工作。具有结构合理坚固、耐磨耐蚀性强、性能可靠;安装、调整、使用、维护方便等特点。主要用于给 排水、水电、水利工程中,用以截止、疏通水流或调节上下游水位。本设备主要由门框、闸板、密封圈及可调式锲型压块等不见组成。我公司生产的钢闸门种类齐全,可适用于各种场合
钢闸门制造工序
1、闸门制作,闸门制造及组装方案根据工程技术文件及图纸定制,
①施工前,按施工详图和技术规范要求,定制好制造工序流程
②闸门制造工序流程如图
放样→划料→面板拼接→顶底梁位置固定→一边梁固定→主梁下翼板腹板固定→另一边梁固定→主梁上翼板固定→B—B剖面纵梁点焊→C—C剖面纵梁点焊→次横梁固定→吊座焊接→加强点焊→背格对称焊接→闸门分块翻身→面板及背面*焊接
2、闸门制作工序流程

⑴、原材料
①、按施工图纸所标注的材料型号、规格尺寸组织原材料,其机械性能和化学成分及其它技术性能,保证符合现行有关标准和部颁标准,并附有出厂材料质量证明文件和合格证,我公司质检科按图纸要求对各种材料进行复查,报监理工程师验收后方可施工。
②、对各种板材及型钢复检合格,进行平直矫正预处理后,堆放整齐依顺序及工艺流程领料?放样和下料⑵、门叶放样下料、矫正
①、按图纸结构制作工艺及工序流程,进行放样,放足一、二类焊缝部件周边刨坡口余量及整体焊接矫正收缩余量,做样板,然后转下道工序划线下料。放样中注意为分块运输而在闸门宽度方向布设的两条纵缝的位置,纵缝所经的面板、主梁、次梁等应错开,且错开均不小于20CM。
②、横梁翼板、纵梁翼板工字钢梁、边梁翼板下料后,矫正平直放翼板与腹板拼装中心线。
③、横梁腹板、边梁腹板、纵梁腹板、吊点板下料后,矫正平直,转下道工序。
④、小横梁型钢加强筋板等部件下料矫正平直,(按施工图需要加工的部件进行外金加工)。
⑤、面板及反向翼板下料按拼接工艺进行配料,面板拼接缝与其它任何拼装焊缝,错开不小于200毫米,放足对接坡口、对接后整体角方余量,转下道工序。






